Procédés de Soudage Manuels

Procédés de soudage à l’arc c’est quoi ?
Le soudage à l’arc est un procédé de soudage par fusion des bords du joint et addition ou non d’un métal d’apport, contenu dans l’électrode ou le fil-électrode.
La chaleur de l’arc est comprise entre 3 500 et 5 550 °C.
Le métal de base est fondu avec le métal d’apport ce qui crée ce qu'on appelle un le bain de fusion.
Inventé au début du 18em siècle, il n'a cessé depuis de s’améliorer aussi bien en métal de base, en métal d’apport ou équipements de soudage.
Lors du soudage à l’arc, le courant circule à travers un conducteur qui relie le poste de soudage à l’électrode. Il forme un arc électrique en traversant l’espace libre entre l’électrode et le métal de base, puis il poursuit sa course en passant par le câble de masse pour retourner au poste de soudage.
Les principaux procédés de soudage utilisées sont des procédés de soudage à l’arc manuels ou semi-automatiques.
Un procédé de soudage est un ensemble de paramètres qui doivent s’adapter à chaque application.
Chaque procédé de soudage comporte des avantages et des inconvénients qui vont déterminer le choix du procédé à utiliser plutôt qu’un autre.
Le procédé de soudage SMAW (Shield Metal Arc Welding) est un soudage à l’arc avec électrode enrobée.
Une soudeuse, généralement à courant continu, est connectée à une électrode enrobée et à une pièce de métal à souder, ce qui provoque la création d’un arc électrique, libérant l’énergie nécessaire pour fondre et fusionner le métal d’apport (contenu dans l’électrode) sur le métal à souder . Le flux recouvrant l’électrode sert à protéger le bain de fusion de la contamination atmosphérique
Ce type de soudage exige une vitesse et un angle de soudure constants, et la pointe de l’électrode doit demeurer à la même distance de la pièce. C’est la raison pour laquelle on rapproche le porte-électrode lorsque le métal fond.
Avantages et inconvénients
Le soudage SMAW s’exécute dans toutes les positions, permet une grande autonomie et l’équipement requis est peu dispendieux.
Le cœfficient de transmission thermique du procédé (c’est-à-dire la quantité de chaleur transmise à la pièce) varie entre 50 et 85 %. Comme la profondeur de pénétration de la soudure augmente en fonction de ce cœfficient, le SMAW peut atteindre une bonne pénétration. Cependant, la chaleur au centre de l’arc est plus intense et cela peut causer une déformation angulaire.
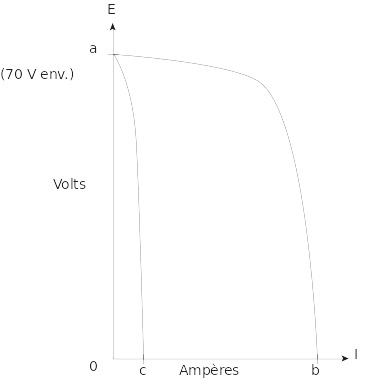
Pour l’amorçage de l’arc avec les procédés manuels (particulièrement avec les électrodes à enrobage basique pour le SMAW), il faut que la tension à vide soit assez élevée, généralement d’une valeur minimum de 70 V.
Applications
Le procédé de soudage SMAW est très populaire, entre autres dans certaines tâches spécialisées telles que, par exemple, des récipients et des tuyaux sous pression, des réservoirs de stockage, des ponts et des bâtiments ou des navires et des wagons. Il offre une bonne mobilité et la possibilité de souder à l’extérieur sans précaution particulière, notamment pour effectuer des réparations ou du travail sur un chantier.
Soudeuse et type de courant utilisés
On emploie généralement une soudeuse à courant continu avec ce type de procédé. La polarité inversée permet une plus grande pénétration de la soudure parce que le métal en fusion de l’électrode, qui se dépose sur la pièce, atteint des températures plus élevées, ce qui procure une meilleure pénétration.
Électrodes
Il existe trois types d’électrodes enrobées utilisées pour le soudage SMAW. On trouve des
électrodes basiques, rutiles et cellulosiques. Chaque électrode contient le métal d’apport en son centre et est recouverte d’un flux.
Le type de métal de base, la position de soudage, l’aspect du cordon désiré, la pénétration de soudage nécessaire sont des facteurs à considérer lors du choix de l’électrode.
Les enrobages ne sont pas tous de la même épaisseur et cela influence le cordon de soudure produit.
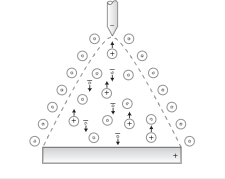
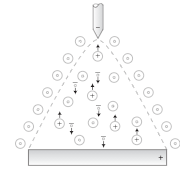
Arc Electrique
Un arc électrique est donc un gaz ionisé dans lequel circule un courant électrique ; l’arc se forme entre la pointe de l’électrode et la pièce à souder,
Un gaz ionisé est un gaz dont les atomes ont une charge postive ( - n éléctrons ) ou charge négative ( + n éléctrons ), voir artcile Les [Atomes] et notre [Tableau Périodique] de la matière.
Dans un procédé de soudage à l’arc, on utilise aussi souvent un flux solide ou en poudre ou un gaz, qui sert à protéger le bain de fusion de l’air ambiant,
La tension présente dans l’arc électrique dépend de l’intensité du courant et de la résistance, à l’intérieur de l’arc, qui est créée par l’air à travers lequel passe le courant.
Vous pouvez remarquez que plus l’espace entre l'électrode et la pièce à souder est grand (c’est-à-dire plus la longueur de l’arc est grande), plus la tension sera élevée. C'est ainsi que le soudeur peut réajuster légérement sa tension, notamment lors de l'amorçage.
L’équation illustrant la relation entre la tension (E), l’intensité du courant (I) et la résistance (R) est la suivante : E = RI
Avec cette équation, on peut aussi déduire que si la tension est constante, l’intensité du courant diminuera à mesure que la résistance augmentera.
L’énergie de l’arc dépend également de la tension. L’énergie par unité de temps (c’est-à-dire la puissance) est égale à la tension multipliée par l’intensité du courant : P = EI
La chaleur atteinte dans l’arc dépend donc de ces deux paramètres. Plus l’intensité du courant et la tension seront élevées, plus la chaleur libérée sera grande.
 |  |
 |
Les nouvelles soudeuses à commande électronique, par contre, produisent un courant parfaitement constant en tout temps
Ceci permet le soudage de tôles minces, notamment avec le procédé GTAW, en évitant le défoncement des tôles et la fonte de l’électrode de tungstène.
Nous utilisons le tungstène parceque c'est l'un des métaux ayant une température de fusion trés élevée [Voir Tableau Periodique des Elements]
Ces machines possèdent un contrôle (contrôle d’arc ou arc control) permettant de conserver le courant parfaitement constant ou légèrement variable selon le procédé utilisé.

En général, il existe une petite variation du courant lorsque la longueur de l’arc est modifiée, ce qui permet aux soudeurs de pouvoir réagir de manière efficace.
Cette caractéristique est utile lorsqu’on travaille avec le procédé SMAW, car cela permet à l’électrode de ne pas coller sur la plaque : si l’électrode s’approche trop de la plaque, le courant augmente un peu ; de même, si l’électrode s’éloigne, le courant diminue et cela évite unsurplus de projections.
Caractéristiques des soudeuses à l’arc
La majorité des soudeuses à l’arc appartiennent à l’une ou l’autre des catégories suivantes :
- les soudeuses à courant constant (CC) ;
- les soudeuses à voltage (tension ou potentiel) constant (VC).
- Soudeuses à courant constant
La première catégorie de soudeuses produisent un courant constant , ainsi, la variation de la longueur de l’arc influe peu sur l’intensité du courant. De plus, celle-ci fournit une chaleur constante.
Les procédés de soudage manuels tels que SMAW ou GTAW bénéficient du courant constant.
Un poste à soudure à l'arc n'est pas qu'un simple transformateur électrique modifiant un courant d'entrée pour obtenir un courant électrique de soudage.
Des nombreuses caractéristiques distinguent entre eux les différents postes à souder notament :
- l'alimentation électrique,
- le courant de sortie (tension, puissance),
- le taux de fonctionnement,
- les capacités d'isolation et de refroidissement,
- les dispositifs supplémentaires,
- les critères de la torche à souder.
Alimentation électrique du poste à souder
Le poste à souder est en général alimenté en énergie électrique par du courant soit provenant :
- Le secteur
- à partir d'un Groupe Electrogène
- le groupe autonome de soudure qui est équipé de son groupe électrogène
Le courant secteur alimentant un poste à soudure est soit du courant électrique monophasé en 220 V , soit du courant électrique en triphasé 380 V .
Un poste à souder monophasé (220 v) délivre une intensité de soudage généralement inférieure à 200A alors que les postes à soudure triphasés (380v) délivrent généralement au-delà de 200A (400 à 600A).
Cependant un poste à soudure monophasé a moins de puissance pour travailler en continu alors que le triphasé pourra travailler plus longtemps, car la puissance est supérieure.
L'intensité du courant est comparable à la pression d'un jet d'eau et la puissance au débit. Un jet d'eau à grande hauteur est possible avec peu de puissance, mais pendant de courtes durées et avec moins de débit.
La puissance d'alimentation en kVA requise est de deux fois la puissance de soudage délivrée par le poste : par exemple pour 200A d'intensité de soudage, la puissance de l'alimentation devra être à 8 kVA (notamment pour le soudage TIG).
Type de courants de Soudage et courants de Sortie
Le courant de sortie délivré par le poste à soudure est caractérisé par la puissance de soudage en ampères (A), la tension à vide en Volts (V) et le type de courant continu (CC ou DC) ou alternatif (CA ou AC).
Soudeuses à courant Continu (CC)
Ce type de machine permet de choisir la polarité de soudage négative ou positive.
 |  |
CCPN:-à l’électrode | CCPI:+ à l’électrode. |
Le courant continu est généralement celui débité par les postes de soudure de nouvelle génération intégrant une électronique de régulation de puissance « poste à souder inverter ». Le courant continu permet de fondre tous les types d'électrodes.
Soudeuses à courant Alternatif (CA)
Ce type de machine va lui même inverser la polarité de soudage négative ou positive.
Durant l’alternance négative, la chaleur est plus concentrée dans le bain de fusion, ce qui a pour effet d’augmenter la péné-tration. Pendant l’alternance positive, il y a un effet de nettoyage du bain de fusion.

Le courant alternatif est le plus fréquent car délivré par des postes à souder à transformateurs statiques.
Le courant alternatif permet d'utiliser la presque totalité des électrodes, mais n'est pas utilisable avec toutes les électrodes ni tous les procédés de soudure à l'arc.
L'intensité du courant de soudage
Varie en fonction du procédé de soudage et augmente avec la taille de l'électrode :
Pour le soudage à l'électrode enrobée (MMA), un diamètre de l'électrode de 4,0 mm nécessite environ 200A de puissance de soudage pour un poste monophasé, au-delà de 5,0 mm de diamètre d'électrode, il faut plus de 200A et le poste triphasé est requis, car l'intensité de soudage requise se monte à 400A pour une électrode de 6,3 mm.
Pour le soudage TIG, ou MIG-MAG, 150A est un minimum d'intensité de soudage, mais 200A au moins sont recommandés.
La tension à vide
C'est la tension électrique en Volts mesurée aux bornes du poste à souder avant qu'il ne débite le courant de soudage.
La tension à vide détermine la stabilité de l'arc électrique et facilite l'amorçage.
Elle devra se situer entre 40/45V pour le soudage MMA à électrode rutile et 70/80 V pour les électrodes spéciales (TIG).
Capacité des soudeuses
La délivrance d'un arc électrique implique une importante montée d'intensité du courant de soudure (puissance).
Au fur et à mesure que l'on soude, le poste chauffe et perd de sa capacité à fournir une puissance importante de courant.
C'est pourquoi la puissance du poste à souder s'exprime selon sa capacité à fournir un courant à 100 % de la puissance demandée pendant un certain cycle.
Le taux de fonctionnement dépend donc de la construction du poste à souder et de la présence d'un refroidissement.
Le taux de fonctionnement ou facteur de marche est exprimé Ampères et en pourcentage d'une période de 10 minutes toujours à température de 40 °C. 250 A à 40 % signifient qu'en cycle stabilisé en température, la source de courant pourra fournir 250 A pendant 6 minutes (60 % de 10 minutes) de soudage et 4 minutes d'arrêt (40 % de 10 minutes) à 40 °C de température.
Dispositifs supplémentaires
- Le confort et la sécurité de soudage sont sans cesse améliorés par la mise en place de dispositifs supplémentaires :
- Arc Force : stabilisation de la qualité de l'arc.
- Hot Start : démarrage et amorçage faciles.
- Antistick : shunt automatique au collage qui limite l'endommagement des électrodes ;
- Soudage pulsé : facilite le soudage sur tôles fines et évite l'effondrement du bain. Le soudage pulsé permet un dépôt régulier du métal d'apport et améliore la pénétration.
- Amorçage HF : sur les postes TIG, l'amorçage Haute Fréquence est déclenché à la gâchette de la torche par le soudeur qui évite l'amorçage au gratté susceptible de contaminer l'électrode.
L'isolation
Le poste à souder est un transformateur électrique produisant un courant pouvant être dangereux pour le soudeur.
Pour éviter les électrisations et les électrocutions, le poste à souder est isolé au moins en catégorie IP23 .
Comments
Faouzi Hadj Said
on 30 avril 2023 at 09:50Thanks for sharing
Hbib Mnif
on 6 mai 2023 at 06:51Merci beaucoup pour cet article. Je suis dans la soudure mais il s'avère que j'ignorais beaucoup de chose.😛