Thread and coupling
Buttress
| Outside dia. Regular | 14.375 inches (365,1mm) |
| Outside dia. Special Clearance | – inches (–mm) |
Extreme-lines
| Drift diameter | – inches (–mm) |
| Outside diameter | – inches (–mm) |
| Outside dia. Regular | 14.375 inches (365,1mm) |
| Outside dia. Special Clearance | – inches (–mm) |
| Drift diameter | – inches (–mm) |
| Outside diameter | – inches (–mm) |
| STD | 3,0 ksi |
| Alt | – ksi |
| STD | 5,8 ksi |
| Alt | – ksi |
Court | |
| STD | 4,6 ksi |
| Alt | – ksi |
long | |
| STD | – ksi |
| Alt | – ksi |
Regular | |
| STD | 4,9 ksi |
| Alt | – ksi |
Special Clearance | |
| STD | – ksi |
| Alt | – ksi |

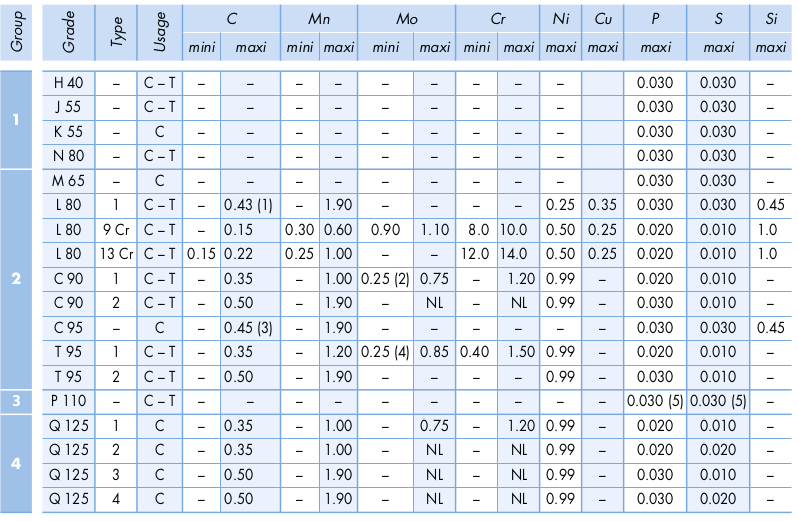
NL : no limit
C : casing
T: tubing
The carbon content for L 80 may be increased to 0.50 % maxi if the product is oil quenched.
No minimum tolerance if the wall thickness is less than 0.700 inches for C 90 grade.
The carbon content for C 95 may be increased to 0.55 % maxi if the product is oil quenched.
The molybdenum content for grade T 95–Type 1 may be decreased to 0.15 % minimum if the wall thickness is less than 0.700 inches.
The phosphorous is 0.020 % maximum and the sulfur is 0.010 % maximum for EW (electric weld, resistance or induction, without the addition of filler metal) grade P 110.
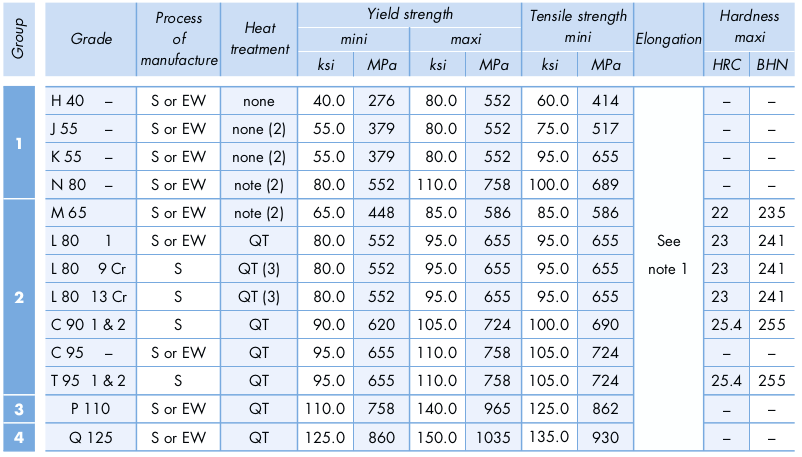
S = seamless
EW = electric weld (resistance or induction) without the addition of filler metal.
QT = quenched and tempered
\(e = 625,000 * { A^{0.2}\over U^{0.9}}\)
where
e = minimum elongation in 2 in. (50.8 mm) in percent to nearest 1/2 percent.
A = cross-sectional area of the tensile test specimen in sq. in.
U = specified minimum ultimate tensile strength in ksi.
N : normalized
T : tempered
Q : quenched

API ROUND THREAD
The pipe is threaded at both ends to have a thread pin the pipes are joined together by means of a coupling. To API specifications, short or long threads with corresponding couplings are available. Long thread casing can transmit higher axial loads than short thread casing.

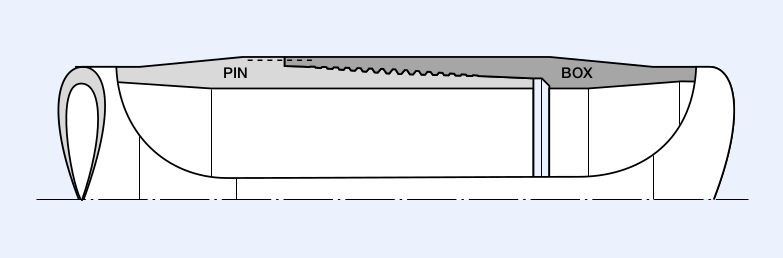
API EXTREME-LINE
Pipes completely differ from the 2 previous types. Endsof pipe are slightly upset where box and pin threads are. In addition, the bottom of the box thread is provi- ded with a machined area where the threaded pin will be pressed during make-up. The thread profile is trapezoidal.
API BUTTRESS
Theconnectingsystemisidenticaltoroundthread.Ins- tead of the «round thread», there is a «buttress» type threadwhichallowsthe transmission of veryhigh axialloads.

COUPLING JOINT
Threaded and coupled API tubing is externally threa- dedonbothendsofanonupset orupset pipe. Single lengthsarejoinedbyaninternallythreadedcoupling. CouplingO.D. canbe«regular» or «special» clea- rance (reduced O.D.). Tubingthread is API round
Nota :special bevel couplings can be furnished for non-upset and upset tubing, as specified on purchase

INTEGRAL JOINT
IntegraljointAPItubingisexternallythreadedoninter- nal upset pipeendandinternally threadedonexternal upset pipe end.

Note1
GRADEMARKING
H40 | H |
J55 | J |
K55 | K |
M 65 | M |
N80 | N |
P110 | P |
L80type1 | L |
L80type9 Cr | L9 |
L80type13Cr | L13 |
C90type1 | C90– 1 |
C90type2 | C90– 2 |
C95 | C95 |
T95type1 | T1 |
T95type2 | T2 |
Q125type1 | Q1 |
Q125type2 | Q2 |
Q125type3 | Q3 |
Q125type4 | Q4 |
Note2
PROCESS O MANUFACTURE
seamless:S
electric welded :E
Note3
TESTPRESSURE
StandardtestpressureST
Alternate testpressureAT
Agreedonpressuregreater thanstandard testpressureHP
Test pressureis3000psiandthestandardtestpressureisgreaterthan3000psi.3K
Note4 TYPEOF THREAD
casing Short round threadLong round thread Buttressthread Extremeline | STCLCBC XC |
tubing Nonupset ExternalupsetIntegraljoint | NU EUIJ |
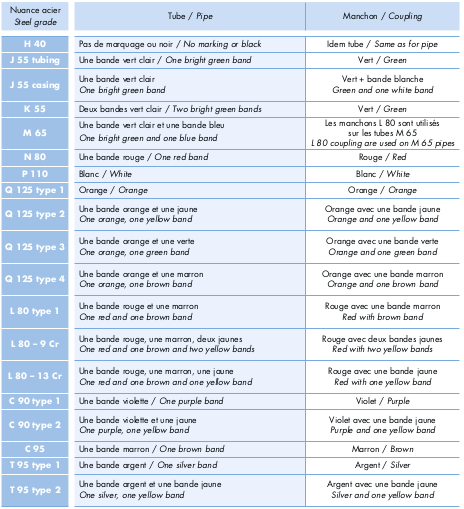
Note 5
COLOR IDENTIFICATION