Différence entre WPS et PQRWPS et PQR
Introdution
"pWPS" (spécification préliminaire de la procédure de soudage) est le document de conception de la procédure de soudage.
Il s'agit document expliquant et supportants les choix de conception des techniques de soudage basés sur les experiences précédentes et les normes en vigueur et bien etendu le cas de figures, l'ensemble des pWPS est pour couvrir tous les besoins d'un projet en soudage.
Même si le document est appouvé par le Client et/ou un Bureau de Controle, il ne servira que de support pour la qualification du PQR et non l'emission de WPS
« PQR » (Procedure Qualification Record) sont des documents qui font référence à la pratique du soudage qualifiant les "pWPS".
Il s'agit d'un document récapitulatif comportant en forme et contenu au minimum les informations selon les Code, Normes et y compris le dossier de documents supports tels que Raports NDT et DT, etc..
« WPS » (Spécifications de procédure de soudage) est un ensemble d'instructions de soudage de cas particuliersbasées sur un PQR qualifié et ne sortant pas du cadre de ses variables essetielles.Pour simplifier sa lecture Il peu s'agir d'un tableau comportant les informations nessaires à sa mise en ouevre et selon les Normes et Codes.
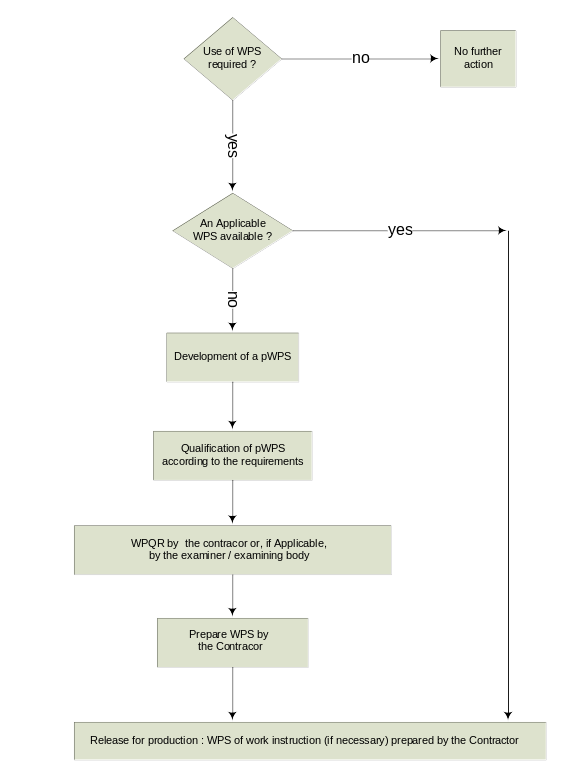
Flow diagram for the development and Qualification of WPS (diagramme de developpement et qualification de WPS)
Exemple de Contenu d'un pWPS (Reservoirs de Stockage)
1. Subject (Objet)
The subjet of this document is to describe the preliminary welding procedure specification according to codes, normes and specification listed in chapter 3
L’objet du présent document est de présenter une procédure préliminaire de mode opératoire de soudage en conformité avec les codes, normes et specification en chapitre 3
2. Scope (Domaine d’application)
Atmospheric Liquid storage tanks designed and constructed according to API 650 and API 620
Réservoirs atmosphériques de stockage de liquides conçus et réalisés selon API 650 et API 620
3. Codes, Norms & Specifications (Codes, normes et spécifications)
Most constraining of (la plus contraingnante de ) :
- ASME IX: Qualification Standard For Welding And Brazing Procedures, Welders, Brazers, And Welding And Brazing Operators
- EN ISO 15609-1 Specification and approval of welding procedures for metallic materials - Welding procedure specification - Part 1: Arc welding.
- AWS D1.1 Structural Welding Code Steel
- API 650 Welded Steel Tanks for Oil Storage,
- API 620: Design and Construction of Large, Welded, Low-Pressure Storage Tanks
- API 653 Tank Inspection, Repair, Alteration and Reconstruction
4. Abbreviations
pWPS : Preliminary Welding Procedure Specification
WPQR : Welding procedure Qualification Record
WPS : Welding Procedure Specification
5. Numbering System (Système de numérotation)

Exemple : WPS-CHD-211 is an Welding Procedure specificiation developped for Atmosferic Storage Tank according to pWPS-CHD-002 with the supporting N° WPQR-CHD-021.
Exemple : la WPS-CHD-211 est un mode opératoire de soudage pour un réservoir de stockage atmosphérique en conformité avec WPS-CHD-002 et avec le support de N° WPQR-CHD-021.
6. Welding Process (Procédé de Soudage)
SMAW : Shielded metal Arc Welding QW-353
7. Welding type (type de Soudage)
Manual (manuel)
8. Welding Variables (Variable Soudure)
8.1. QW-402 Joints :
Not used (non utilisée)
8.2. QW-403 Base Metal
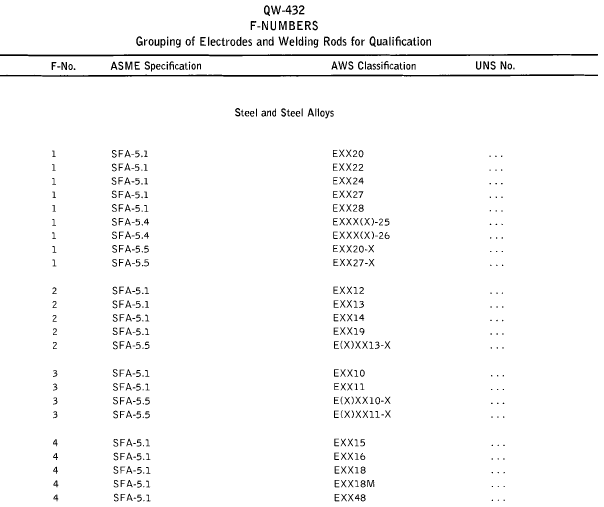
8.3. QW-404 Filler Metals

8.4. QW-405 Positions

8.5. QW-406 Preheat
Not used (non utilisé)
8.6. QW-407 PWHT
Not used (non utilisé)
8.7. QW-408 Gas
Not used (non utilisé)
8.8. QW-409 Electrical Characteristics

8.9. QW-410 Technique
Not used (non utilisé)
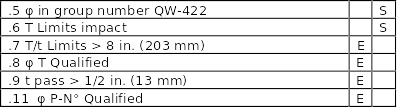
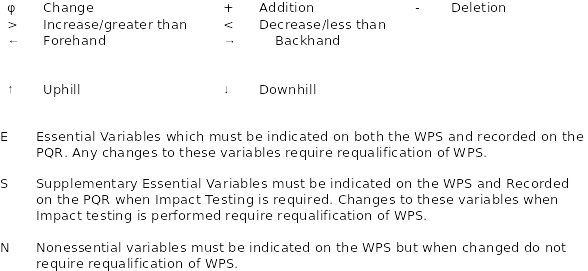
8.10. LEGEND
9. Joint QW 402
Joint Design: Joint Flat (Angle)

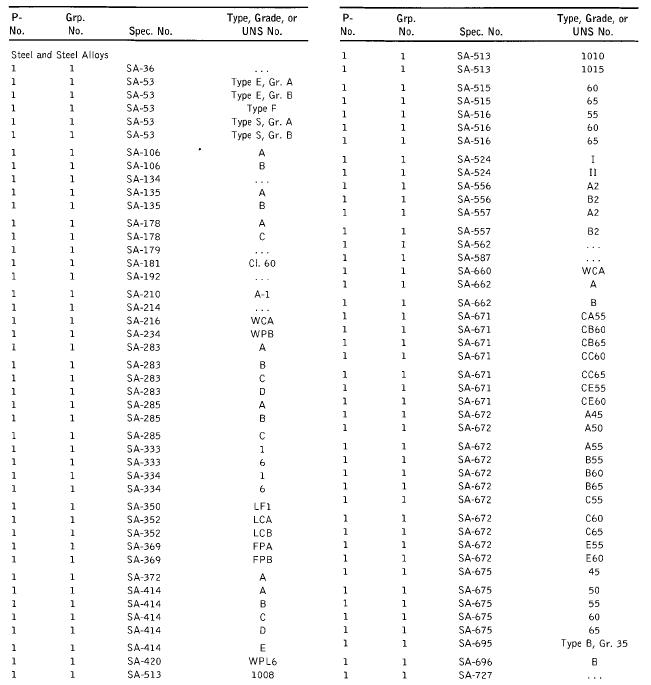
10. Base Metals QW 403 (Métaux de base )
Material Group (Groupe matériaux)
P-N° : 1
Group N° : 1
According to table QW/QB-422 ASME IX
Thickness range (plage épaisseur)
No restriction (pas de restriction)
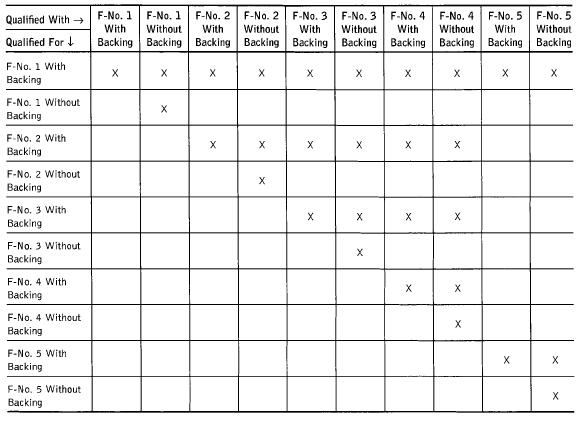
11. Filler Metals QW 404 (Métaux d’apport )

12. Position 405 (Position)
Position of fillet
Position of fillet : 1F, 2 F, 3F,4F
3 G qualify all position
13. Preheat 406 (préchauffage)
Not used (non utilisé)
Interpass temperature range : 210 - 250 °C
14. Post weld heat treatment 407 (traitement thermique après soudage)
Not used (non utilisé)
15. Gas 408 (Gas)
Not used (non utilisé)
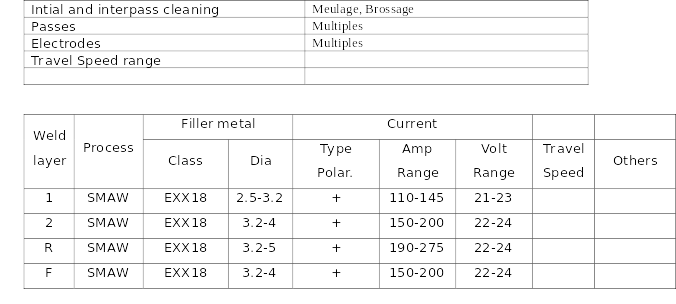
16. Electrical Caracteristics 409 (Paramètres Electriques)

19. Technique 410
Exemple de Contenu d'une WPS (Joint Bride SO Inox) supportée par un PQR

Conclusion
Résumé de la différence entre un WPS de "production" et un pWPS de "qualification" :
1. WPS de production :
Objectif : Ce WPS est utilisé pour la production de soudage réelle sur un projet spécifique. Il décrit les paramètres et les procédures exacts à suivre pour souder les composants désignés.
Contenu : Contient toutes les informations nécessaires pour que les soudeurs exécutent la tâche de soudage, y compris les variables essentielles, les informations supplémentaires et les détails d'approbation.
Application : Utilisé directement sur la ligne de production ou sur le terrain pour souder les composants conformément au PQR approuvé et qualifié.
Nombre : Généralement, plusieurs WPS de production sont créés sur la base d'un seul PQR, adaptés à des applications et des configurations de soudage spécifiques.
2. pWPS de qualification :
Objectif : Ce pWPS est utilisé pour le processus de qualification des procédures afin de valider une procédure de soudage. Il sert de modèle pour les éprouvettes et les paramètres de soudage spécifiques utilisés lors du processus de qualification.
Contenu : Contient les variables essentielles et les paramètres spécifiques pour le test de qualification, garantissant qu'il représente le processus de soudage prévu sur la ligne de production.
Application : Non utilisé directement pour la production. Il est utilisé pour créer le PQR par des éprouvettes et démontrant la capacité de la procédure à produire des soudures saines .
Nombre : Généralement, un seul pWPS pour qualifier un PQR et par la suite utilisé pour générer plusieurs WPS de production, tant que les variables essentielles restent les mêmes.
Principales différences en résumé :
| Caractéristique | WPS de production | pWPS de qualification |
| Objectif | Soudage de production réelle | Qualification de la procédure PQR |
| Application | Utilisation directe sur la production | Utilisé pour les éprouvettes |
| Contenu | Paramètres de production détaillés | Paramètres pour le test de qualification |
| Nombre | Plusieurs pour des applications spécifiques | Un pour qualifier un PQR |
Exemple :
Imaginez que vous construisez un réservoir sous pression. Vous aurez besoin d'un WPS de production pour chaque configuration de soudure spécifique (soudure bout à bout, soudure d'angle, etc.) et type de matériau. Cependant, vous n'aurez peut-être besoin que d'un seul pWPS qualifié en PQR pour valider tous les WPS de production tant que les variables essentielles restent les mêmes.
Comments